



- Полезные ссылки:
- Каталог ТПА
Точность работы термопластавтомата во многом зависит от датчиков, которые отслеживают положение подвижной плиты, шнека, толкателей и иногда каретки (узла впрыска). Когда сенсоры передают ложные показания, возможен брак при литье, но чаще контроллер выдает ошибку и работа на ТПА не возможна. Решить проблему поможет замена потенциометрической линейки с последующей калибровкой. Как это сделать?
Как выглядит “линейка” снаружи и изнутри, как работает?
Потенциометрическая линейка - датчик, который следит за положением различных узлов и передает информацию на контроллер. Состоит из металлического корпуса с подвижным штоком. С задней стороны разъем для подключения.
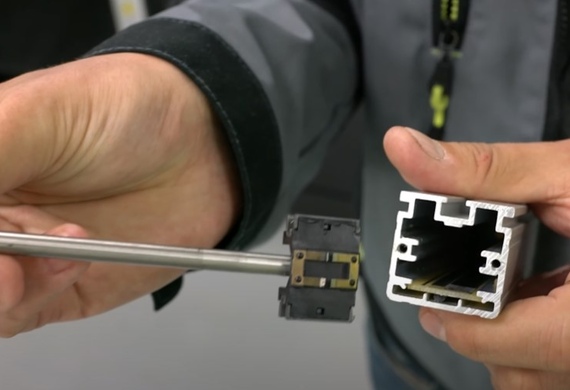
Работает по принципу переменного резистора со схемой подключения делителя напряжения - это и есть потенциометр. На устройство подается постоянное напряжение 10 вольт. Внутри корпуса установлены две дорожки из пластин с высоким сопротивлением. По ним перемещается ползунок, прикрепленный к подвижному штоку. В зависимости от положения штока, меняется сопротивление и напряжение на выходе.
В нулевом положении, когда шток полностью вошел в корпус, на выходе напряжение составляет 10 В. В максимальной позиции напряжение опустится примерно до 0 В.
Потенциометрическая линейка - надежный прибор, обычно не доставляет проблем. Но и у нее есть срок службы. Со временем усики ползунка, которые замыкают пластины, изнашиваются. Ухудшается контакт. Как итог:
- нестабильные, плавающие показания;
- в некоторые моменты контакт полностью пропадает.
В подобной ситуации контроллер не может правильно интерпретировать результаты: выдает ошибку или дает неправильные команды, что сказывается на качестве. Попытка починить устройство и подогнуть усики не дает результата или решает проблему только на короткой время. В подобной ситуации рациональное решение - сразу заменить линейку. Сделать это можно самостоятельно, без привлечения представителей производителя.
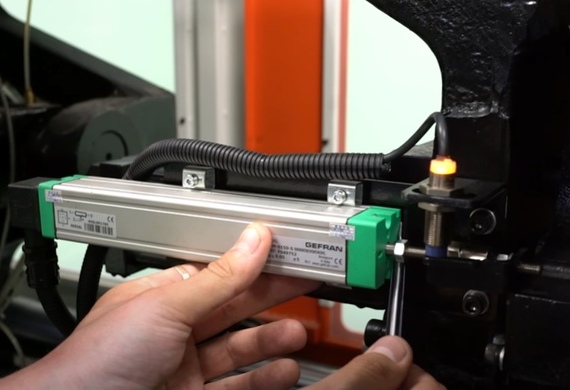


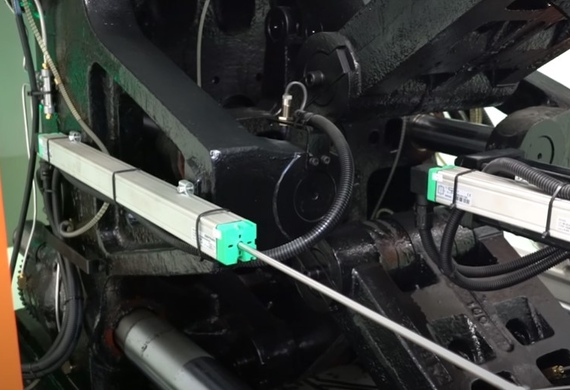

Где расположены линейки на ТПА, как снять и заменить датчик?
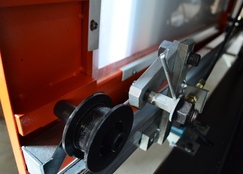
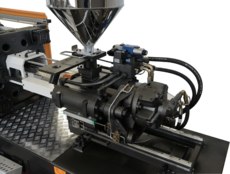
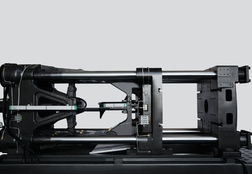
На термопластавтомате линейки положения установлены непосредственно рядом с узлами, которые они отслеживают: толкателем, подвижной плитой, устройством впрыска. Обычно, чтобы добраться к датчикам, дополнительных действий не требуется. На некоторых ТПА требуется снимать навесные элементы (кожухи).
Корпус линейки жестко зафиксирован на кронштейне. Шток прикреплен к измеряемому узлу с помощью резьбового соединения. С обратной стороны к разъему подключен электрический разъем.
Процедура демонтажа несложная:
- откручиваем гайку, с помощью которой шток прикреплен к толкателям, плите;
- отключаем кабель - отвинчиваем болт, вынимаем штекер, потянув назад;
- на кронштейне отмечаем место, где была установлена линейка - важно, чтобы новая линейка точно встала на место старой, иначе возможна неправильная работа или повреждение линейки;
- ослабляем болты фиксирующих лапки настолько, чтобы можно было вытянуть линейку;
Устанавливаем новый датчик в обратном порядке: фиксируем корпус на кронштейне, ориентируясь по сделанной метке, затягиваем болты фиксирующих лапок, крепим шток с помощью гайки, устанавливаем разъем, стяжками фиксируем висящие провода.
Самые популярные термопластавтоматы































_0x174_290.png)





Калибровка потенциометрической линейки после замены
Чтобы новая линейка корректно работала и правильно определяла положение контролируемого узла, ее нужно программно откалибровать.
Выполняем калибровку потенциометрической линейки в таком порядке:
- включаем термопластавтомат;
- вводим 16 уровень доступа;
- заходим на страницу изменения пароля: F8, F7;
- вводим пароль, на кнопки цифр нажимаем с небольшой задержкой в несколько секунд;
- после ввода пароля подтверждаем его - кнопка F6;
- заходим на страницу калибровок: выходим в главное меню (F1), потом нажимаем F8, F3, F4, F2 и снова F3 - входим в меню калибровок;
- перед началом калибровки входим в режим “наладки” - жмем на кнопку с символом “гаечного ключа”;
- запускаем двигатель, отодвигаем плиту до заданного в меню значения, следим, чтобы на плите не была установлена пресс-форма;
- в меню “Калибровок” наводим курсор на последнюю колонку (“калибровка”) напротив настроек толкателя, подвижной плиты или шнека - в зависимости от того, датчик какого узла нужно откалибровать;
- в поле задаем значение “1”, подтверждаем изменения;
- соответствующий узел автоматически выдвигается в максимальную позицию, после возвращаются в начальное положение - калибровка завершилась;
- проверяем результаты калибровки: переходим в главное меню (F1) - в поле “положение толкателя” значение должно быть “0”.
Отладка линейки выполнена.
Важно. Перед калибровкой необходимо установить низкие давления и скорости для режима «наладка», на соответствующей странице контроллера (F1, F2, F4).
Перед калибровкой толкателя необходимо снять прессформу.
Перед калибровкой подвижной плиты необходимо отвести заднюю плиту назад (при полном закрытии подвижная и не подвижная части ПФ не должны соприкасаться)
Перед калибровкой шнека необходимо очистить материальный цилиндр от материала.









