



- Полезные ссылки:
- Пресс-формы
Продукция из пластмассы есть везде. И все потому, что у нее невысокая себестоимость, а технологии, используемые в ее производстве, очень просты и эффективны.
Любому предприятию под силу наладить свое производство. Конечно, начинать стоит под присмотром специалистов. Как и в любом другом деле, постепенно увеличивается эффективность использования оборудования, со временем принося все большую отдачу на вложенные время и деньги.
Чтобы правильно организовать производство нужно: наличие станка, дополнительного оборудования, помещения и нескольких сотрудников. Также необходима хорошая экспертная компания, которая поможет с подбором, наладкой и сопровождением вашего нового бизнеса.
Как устроена литьевая машина
Рассмотрим устройство термопластавтомата на примере обычной гидравлической коленно-рычажной литьевой машины с аксиально-поршневым насосом.
Это инжекционно-литьевая машина, которая используется для изготовления деталей из различных видов пластмасс методом литья под давлением. Принцип действия термопластавтомата заключается в нагреве и расплавлении гранулированного полимерного материала до жидкого состояния с последующим его впрыском под высоким давлением в закрытую пресс форму. Сформированное изделие, после остывания до твердого состояния, приобретает точные очертания внутренней полости пресс формы.
Сырьем для получения готовых изделий, являются термопласты (полиамид, полистирол, полиэтилен, полипропилен, АБС и др.) или реактопласты.
Рассмотрим основные узлы термопластавтомата

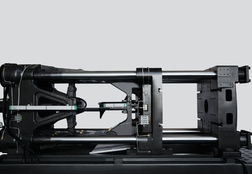
Узел смыкания/размыкания формы (коленно-рычажный механизм);

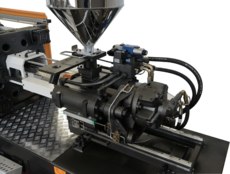
Узел впрыска состоит из материального цилиндра, снаружи которого установлены кольцевые нагреватели, а внутри двигается и вращается шнек с наконечником и запорными кольцами.
Движение шнека влево и вправо происходит с помощью двух гидроцилиндров, а вращение – с помощью радиального гидромотора.
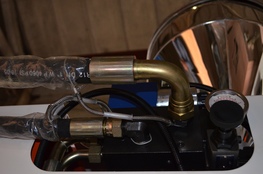
Также на узле впрыска расположены гидроклапаны, шланги, бункер, защитные кожухи. Сам узел впрыска подвижный (движение с помощью одного или двух гидроцилиндров).

Нагрев материала осуществляется с помощью кольцевых нагревателей, установленных по всей длине материального цилиндра. Иногда используют керамические или инфракрасные нагреватели.

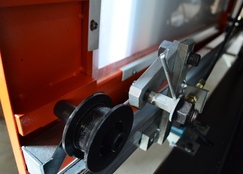
Станина - рамная конструкция, на которой находятся узлы смыкания и впрыска. Внутри станины расположен бак, двигатель, насос, гидрошланги, ящик с электронными компонентами, бочок системы автосмазки, розетки, электрические провода и защитные кожухи и дверцы.

Давление масла в гидросистеме станка создает аксиально-поршневой насос, который приводится в движение электродвигателем. На насосе установлены пропорциональные клапана, для управления давлением и скоростью.

На термопластавтоматах установлен контроллер с панелью управления, с помощью которого задаются параметры литья (скорости, давления, позиции движения элементов узлов смыкания и впрыска), температура нагрева материального цилиндра и др. Он позволяет сохранять настройки используемых пресс форм, и при необходимости загружать их. Современные контроллеры обеспечивают настройки и контроль всех необходимых литьевых параметров оборудования, для получения, стабильных повторяющихся циклов и, в итоге, качественных изделий.

Сталкивание изделий из ПФ осуществляется с помощью стержневых выталкивателей, которые приводятся в движение штоком гидравлического цилиндра толкателей.
Контроллер обеспечивает управление толкателями в нескольких режимах: режим удержания, режим повторов и вибро режим.

Гидравлическое масло заливают перед первым запуском и при очередной замене. При работе масло в гидросистеме нагревается. Охлаждение масла осуществляется с помощью воды (или другого хладоносителя), которая подается в маслоохладитель.

Также охлажденная вода поступает на гребенку, от которой шланги подключаются к ПФ для ее охлаждения.

Вода, прежде чем поступить в ТПА и ПФ, охлаждается с помощью чиллера (промышленный охладитель), градирни или другим способом. Температуру подаваемой воды устанавливают в диапазоне 8-15оС.
Для некоторых пресс форм необходимо усиленное охлаждение - для получения качественных отливок или уменьшения времени цикла литья. К ним относятся ПФ для литья преформ, литья тонкостенных отливок и др.

Также иногда используют ротаметр. С его помощью регулируют подачу охлажденной воды в ПФ, и контролируют ее температуру.

Иногда приходится поддерживать ПФ в разогретом состоянии с определенной температурой для стабилизации качества (уменьшение коробления, улучшения прозрачности и др). Требуется стабильная и иногда различная температура матрицы и пуансона пресс формы. Для этого используют термостат. Если необходимо разогревать ПФ до 100оС используют водяные термостаты, если выше – масляные.

Популярные литьевые машины





















_0x174_290.png)





Установка пресс формы на ТПА
Перед первой установкой ПФ предварительно необходимо проконтролировать следующие параметры:
- габариты ПФ (длина, ширина, высота),
- расстояние между колонн ТПА,
- необходимую монтажную высоту ПФ на ТПА (расстояние между плитами),
- массу впрыска и вес отливок (с учетом гнездности и литника),
- соответствие диаметра отверстия в неподвижной плите и переходного кольца на ПФ,
- радиусность сопла и литниковой втулки на ПФ,
- усилие смыкания.
При необходимости - наличие возможности подключения гидрознаков, пневмоклапанов, др.
Установка осуществляется с помощью тельфера, кран-балки, погрузчика или др. Пресс форма крепится к плитам ТПА с помощью струбцин (прижимов). После закрепления формы к ней подключается охлаждение от гребенки.

Типичный литьевой цикл:
- Смыкание ПФ
- Движение узла впрыска (каретки) вперед
- Впрыск расплавленного материала в форму
- Выдержка под давлением
- Пластификация (загрузка материала в шнековую камеру)
- Декомпрессия (движение шнека назад без вращения)
- Движение узла впрыска (каретки) назад
- Открытие ПФ
- Извлечение изделий (срабатывание толкателей)
Рассмотрим каждый из этапов цикла подробнее
Смыкание, подвод узла впрыска (каретки) и впрыск
В начале цикла происходит смыкание половинок пресс формы, за счет перемещения подвижной плиты (на которой располагается пуансон) к неподвижной (на которой располагается матрица). Далее сопло, расположенное на материальном цилиндре узла впрыска, подходит к литниковой втулке. После срабатывания датчика (в момент соприкосновения сопла и литниковой втулки) начинается впрыск расплавленного материала в каналы и полости пресс формы. Впрыск, обычно, происходит по стадиям, с различными давлениями и скоростями на каждой стадии. Чаще всего давления и скорости на каждой последующей стадии уменьшают. Объем материала при впрыске, как правило, должен составлять примерно 95% от общего количества материала, необходимого для получения качественной отливки.
Выдержка под давлением
После заполнения полостей пресс формы шнек продолжает поддавливать материал, за счет своего поступательного движения. Иногда приходиться увеличивать время выдержки до 5-20 секунд и более, для компенсации последующей усадки получаемых отливок. Это касается толстостенных и сложных по геометрии, изделий. Объем материала при выдержке обычно составляет примерно 5% от общего количества материала, необходимого для получения качественной отливки.
Пластификация (загрузка)
В этой фазе шнек за счет своего вращательного движения, отталкиваясь от материала, движется назад (направо) к заданной позиции загрузки. При этом материал уплотняется внутри шнека, если настроены параметры противодавления загрузки.
Противодавление загрузки настраивают для улучшения стабильности литья (особенно при использовании вторичного материала), для уменьшения усадки, для увеличения веса и улучшения внешнего вида получаемых изделий.
Декомпрессия и отвод узла впрыска (каретки)
После пластификации происходит движение шнека назад (направо) без вращения, на 5-20мм. Это необходимо для снятия избыточного давления в зоне сопла, для предотвращения вытекания материала из отверстия литниковой втулки. Затем узел впрыска отводится на заданное положение.
Охлаждение
Время охлаждения отливки задается на контроллере. Начало охлаждения, по сути, начинается после полного заполнения полостей пресс формы литьевым материалом. Получаемое изделие охлаждается за счет передачи тепла поверхностям пресс формы, которая, в свою очередь, охлаждается подводимой к ней водой.
Открытие формы
Подвижная плита, на которой расположен пуансон, начинает движение, и раскрывается до заданной позиции. Отливка в это время находится на формообразующей поверхности пуансона пресс формы.
Сброс (сталкивание) изделия
Остается последний шаг – сброс готового изделия. Этот процесс происходит с помощью толкателей, расположенных на пресс-форме, которые приводятся в движение системой сталкивания.
Данное описание цикла литья относится к самому простому случаю, когда используется стандартный термопластавтомат и простая пресс форма, к которой подключены лишь шланги охлаждения.
Есть различные модификации этого оборудования. В некоторых случаях цикл литья может занимать всего несколько секунд, а иногда может доходить до нескольких минут. Масса отливки может измеряться граммами, или достигать нескольких десятков килограмм.
К пресс форме, помимо воды, могут подключаться гидрошланги для работы гидрознаков, воздух – для пневмоклапанов, пневмосдува или для запирания каналов, термостаты – для поддержания стабильной температуры матрицы и пуансона, горячеканальные контроллеры и контроллеры запирания каналов.









