



- Полезные ссылки:
- Каталог пресс-форм
Пресс-формы являются основным компонентом выпуска изделий из полимеров, задействованном в соответствующем оборудовании. Несмотря на скромные размеры, технологически это очень сложная система, работающая при высоких нагрузках и в неблагоприятных условиях. Точность обработки и качество подгонки здесь очень высокие и напрямую влияют на эксплуатационные характеристики готовой компоновки.









Особенности формы, сложность и специфика эксплуатации схемы зависит от основных параметров будущих изделий, которые предполагается выпускать.
Основные показатели
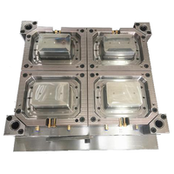
Основными конструктивными элементами являются подвижная и неподвижная часть, пуансон и матрица, соответственно. Фактически, они представляют собой обратный отпечаток будущей продукции. Компоновка может быть самой различной, вплоть до объединения нескольких элементов в общую структуру для выпуска нескольких деталей в рамках одного цикла.
К формообразующей структуре материал подводится за счет трех элементов литниковой системы: впускного, центрального и разводящего литника.
Чтобы упростить процесс выемки готового компонента, в компоновку интегрированы выталкиватели, равномерно выдавливающие отформованный и застывший материал.
Процесс создания полимерных изделий проводится при высокой температуре, которая требуется для расплавления сырья. Однако, для завершения этапа формования заготовки требуется отвердение вещества, потому необходимо интенсивное охлаждение рабочего участка. Производится оно за счет встроенной схемы отведения температуры, в которой задействована сложная сеть каналов в металлической форме и вода, либо специальная эмульсия.
Виды компоновок следующие:
- пресс прямого прессования. Этот вариант оснащен загрузочной камерой, которая конструктивно является продолжением матрицы. Материал выдавливается в форму, разогревается и вдавливается пуансоном, распределяясь по форме и уплотняясь. Такой метод хорош для простых деталей, выпуск которых ведется небольшими партиями;
- компоновка для литьевого прессования. Камера загрузки при такой конструкции располагается за пределами зоны формообразующих деталей. Вещество подается через литник, а располагается узел либо в верхней части, либо в нижней. Подходит технология для выпуска любыми партиями изделий любой конфигурации.
Реализация описанных элементов происходит с задействованием принципов объемного моделирования и проектирования CAD/CAM. Станки с числовым управлением способны выполнить большой объем работ с высокой точностью, достигающей 5 мкм в положительную и отрицательную сторону. Некоторые из специфических программ данной системы позволяют не только создать макет будущего узла, но и оценить такие важные параметры, как принцип заполнения выбранного участка полимером, образование возможных дефектов.
Для работы с полимерами в основном используют два варианта форм:
Первый вариант проще, но увеличивает процент бракованного материала, который требуется отправлять на вторичную переработку. Второй – значительно сложнее, требует детальной проектировки, регулярного и довольно трудоемкого обслуживания. Взамен заказчик получает высокотехнологичное изделие, способное в кратчайшие сроки окупить свою высокую стоимость.
Производственный процесс
Основные этапы, которые реализуются в процессе создания пресс-формы, следующие:
- конструкторская подготовка, в ходе которой разрабатываются чертежи и объемные модели деталей;
- технологическая подготовка, позволяющая выявить наилучшие варианты компоновки, задействовать наибольшее возможное количество типовых элементов;
- изготовление формы. В этом случае реализуется конструкция, собираются необходимые детали, ведется сборка и подгонка;
- испытание, то есть создание модели и оценка перспектив ее использования с помощью специальных установок, имитирующих реальные заводские условия и нагрузки, которые будут действовать на узлы.
Так как заказчик редко имеет в своем распоряжении необходимую техническую базу для обслуживания и выпуска комплектующих для собранного оборудования, поставщик берет на себя обязанности по снабжению. В этом случае ведется сопровождение изделия, оказание услуг по ремонту, модернизации и доработки при необходимости.
Пресс-формы для литья пластмасс под давлением













Стоимость готового проекта может варьироваться в широком диапазоне, самые простые компоновки обойдутся в пределах нескольких десятков – сотен тысяч рублей. Многофункциональные конструкции оцениваются в миллионы. Влияние на сложность, а значит и стоимость, оказывают объем, габариты, толщина стенок, точность и чистота обработки поверхностей, число деталей, которое может выпускаться за один цикл, либо возможности конфигурации различных изделий.
При соблюдении всех допусков и реализации качества, конструкция способна выдержать без видимых признаков износа до миллиона смыканий и более.
Сроки проектирования так же зависят от указанных выше аспектов и варьируются в широком диапазоне, достигая нескольких месяцев при высокой степени сложности.









